

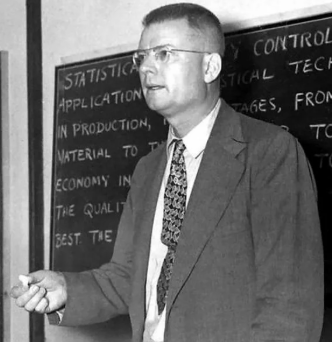
W. Edwards Deming’s Out of the Crisis (1982) is a foundational text in modern quality and management thinking. Its central message — that quality and productivity improve when leadership focuses on the system, not the workers — aligns deeply with the Hansei Services philosophy. Deming argued that most problems in performance arise from process design, management systems, and cultural barriers, not from individual effort. Likewise, Hansei Services helps organizations look beyond surface-level symptoms to reflect on the underlying causes within their systems, structure, and leadership practices.
Deming’s emphasis on continual improvement (Kaizen), learning through data, and respect for people mirrors the core principles of Hansei — honest reflection leading to change. His 14 Points for Management advocate for long-term thinking, breaking down silos, and driving out fear — all essential for building real problem-solving capability on the production floor. At Hansei Services, these ideas come alive through practical Lean Six Sigma projects, OEE improvement, and leadership coaching that teach organizations how to embed learning and reflection into daily operations. Deming’s work provides the philosophical backbone; Hansei provides the practical pathway to make it real.
‘The type of action required to reduce special causes of variation is totally different from the action required to reduce variation and faults from the system itself.’ (Deming, 2000, p.309)
A fundamental understanding is that of the difference between special and common cause variation in processes. Knowing this helps in the problem solving process.
A special cause is one that is specific to a particular worker, a machine, or a specific local condition (aka assignable cause – Shewhart’s term)
In terms of run charts, a run of points above or below the average indicates a special cause.
A stable process is one that is in statistical control. Statistical analysis of data is of no value unless the process is in statistical control and stable. Once the process is stable, any gains need to come from management or the engineers working on the process. Things that might be done include developing clearer defect definitions, visual defect folders, better training on preventative practices, improvement of incoming material quality. Any designs need to be based on smart work and not asking workers to work harder only.
Common cause is any issue or trouble that is the fault of the system and such are the responsibility of management. Deming (2000, p.315) estimates that over 90% of the issues are common cause and less than 10% are special cause. Unless some intelligent redesign or systematic improvement plan is put in place, the process should be left as is if there are only common cause issues occurring.
One of the main mistakes that is made is to ascribe an issue to special cause when in fact it is common cause variation, and then over adjustment to compensate. This kind of over watching of defects and constant focus on trying to identify causes for every defect is done without understanding that the system is the cause. Over adjustment just makes the process worse and can knock the process out of stable operation. A typical activity in industry is to conduct root cause analysis for special causes of variation when an issue arises.
A stable process is in statistical control and behaviour is predictable. To take action on a stable process is only going to add more variation. It can be improved by Kaizen, or never ending effort as long as statistical control is maintained. Removal of common causes of variation and trouble, or errors, of mistakes, of low production of low sales, of most accidents is responsibility of management.
Workers use the material they are given, in the conditions provided and with the tools provided according to the training provided. If any of these system factors are key to variation, then these common cause issues are to be addressed and they are not related to the worker. If anyone adjusts a stable process to try to compensate for an undesirable result, the resulting output will be worse than if the process was left alone. (William Latzko, in Deming p.327)
When trainers who train the people then the latest person trained trains the next person, then the variation decreases.
The control limits once we have achieved statistical control tell us what the process is and what it will do tomorrow. It is the process talking to us. Once we have this stability, we can start planning for kanban and JIT. Output and costs are also predictable. The aim of production should be to shrink variation, as by doing so, costs go down. SPC provides basis for forecasts and that is what business needs, predictable performance. This is where Hansei Services can help you. Contact us today to find out how we can help you.